
عند بدء تشغيل Cura في البداية يمكنك الاختيار بين ثلاث أوضاع للطباعة. منخفضة، أو متوسطة، أو عالية الجودة. ولكن، اعتماد على النموذج ثلاثي الابعاد الخاص بك، قد ترغب في مزيد من التحكم على الطابعة للحصول على أفضل جودة للطباعة. قد ترغب في ضبط درجة الحرارة أو السرعة، أو استخدام طبقات أسمك أو أرق. هناك العديد من الاختيارات التي يمكن أن تؤثر على الطباعة من خلالها .
الإعدادات :
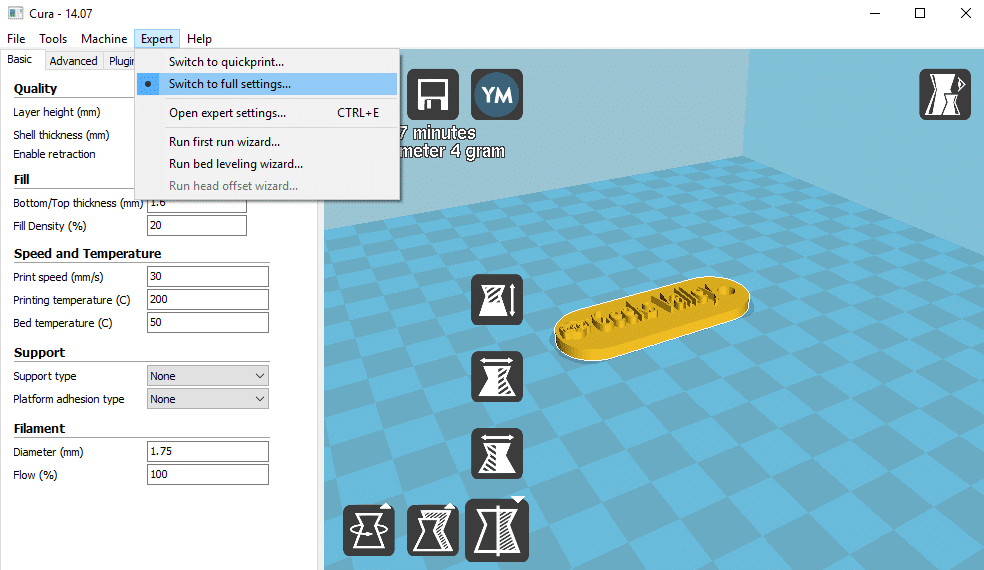
لإظهار الإعدادات كاملة، من قائمة Expert قم بإختيار Switch to full settings .كما هو موضح بالصورة أعلاه.
ستظهر اربع علامات تبويب خاصة بالاعدادات. الأساسية (Basic)، المتقدمة (advanced)، ملحقات (Plugins) ، بدء ونهاية الكود (start/end-code) .
الإعدادات الأساسية (Basic) :
الإعدادات الأساسية هي الإعدادات العامة التي تريد تغييرها. تحتوي هذه الإعدادات على معظم الاختيار المؤثر على النتيجة.
1- الجودة (Quality ) :
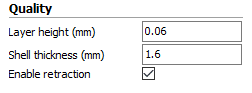
ارتفاع الطبقة (Layer height) : يتم اعداها لوضع الارتفاع لكل طبقة من طبقات المجسم. هذا الاعداد الأكثر أهمية، لأنه يؤثر على جودة ووقت الطباعة.
الإعدادات المعتادة هي 0.2mm للطباعة منخفضة الجودة ،و 0.1mm للطباعة متوسطة الجودة، و 0.06mm للطباعة علية الجودة. ولكن جودة المنتج تؤثر على وقت الطباعة، فإذا كانت جودة المنتج عالية فإن الوقت المخصص للطباعة سيكون أطول. فعند اعداد ارتفاع الطبقة إلى 0.1 فتكلف وقتا أطول ولكن دقة أفضل للطباعة من ارتفاع 0.2 .
سمك الهيكل: سمك الهيك الجانبي، عند طباعة مكعب بسيط، هذا يمثل سمك الجدران الجانبية. فهو يحسن قوة الجزء.
عند اختيار 0.8 ستكون رقيقة جدا للهيكل، 2mm ستكلف وقتا أطول، 1.2mm هي أفضل نسبيا. الرجاء استخدام عدد من مضاعفات قطر الفوهة (Nozzel) .
Enable retraction : عند تفعيل هذا الاختيار، تقوم الطابعة بسحب وارجاع الخيط (Filament) عندما تتحرك فوق الفجوات /الفراغات الموجودة في مجسم الطباعة. وهذا يقلل من كمية الخطوط الرقيقة بين الأجزاء المطبوعة. عادة يتم تفعيل هذا التراجع دائما، إلا إذا كنت ترغب في الطباعة بشكل أسرع أو يتم الطباعة باستخدام مادة لا تسمح بالتراجع المادة أثناء الطباعة.
2- التعبئة (Fill) :
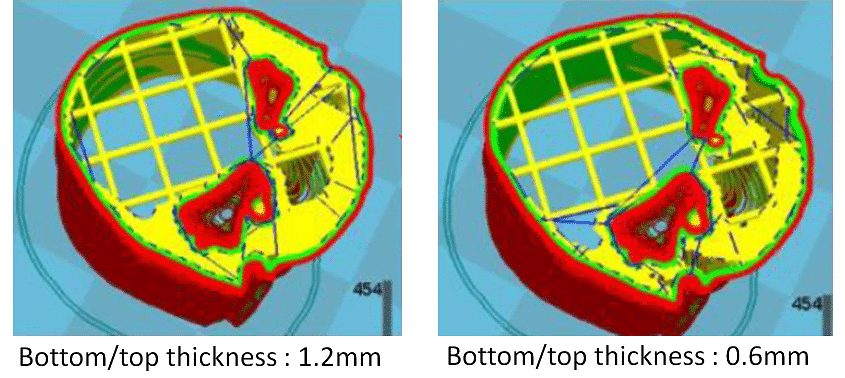
السمك الأعلى/الأسفل (Bottom/top thickness) : هو السمك الخارجي للسطح العلوي و السفلي للمجسم. على سبيل المثال، عند طباعة مكعب بسيط، فعن طريق هذا الاختيار يمكنك تحديد سمك المربع أعلى وأسفل المكعب. عند وضع نسبة الكثافة 20% ، فإنه من السهل على سمك 0.6mm أن يسبب تجويف على القمة. ولكن 1.2 mm عادة لن يسبب هذه المسألة.
3- السرعة ودرجة الحرارة (speed and Tempreture):
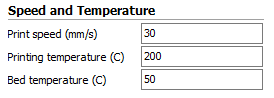
سرعة الطباعة (Print speed) : سرعة الطباعة تحدد الشرعة التي يتم بها انهاء الصطباعة. الافتراضي من 50mm في الثانية لطابعة Ultimaker. و 30mm. لطابعة prusa ، عادة تكون بين 40-60 وهي مناسبة للطباعة . عند رفع سرعة الطباعة ستستغرق الطباعة وقتا أقل في حين لا يمكن الطباعة بدقة، مما يجعل النموذج ذو نوعية سيئة.
درجة حرارة الطباعة والمنصة : درجة حرارة الطباعة هي درجة الحرارة التي تقوم بطباعتها. هذا الإعداد له تأثير كبير على الطباعة. يتم تحديد هذا الإختيار حسب نوع الخيط (Filament) .إذا كنت ترغب في طباعة أسرع قد تحتاج إلى زيادة درجة الحرارة.
قم بالاطلاع على الدرس هنـا لمعرفة المزيد عن درجة حرارة المواد المختلفة.
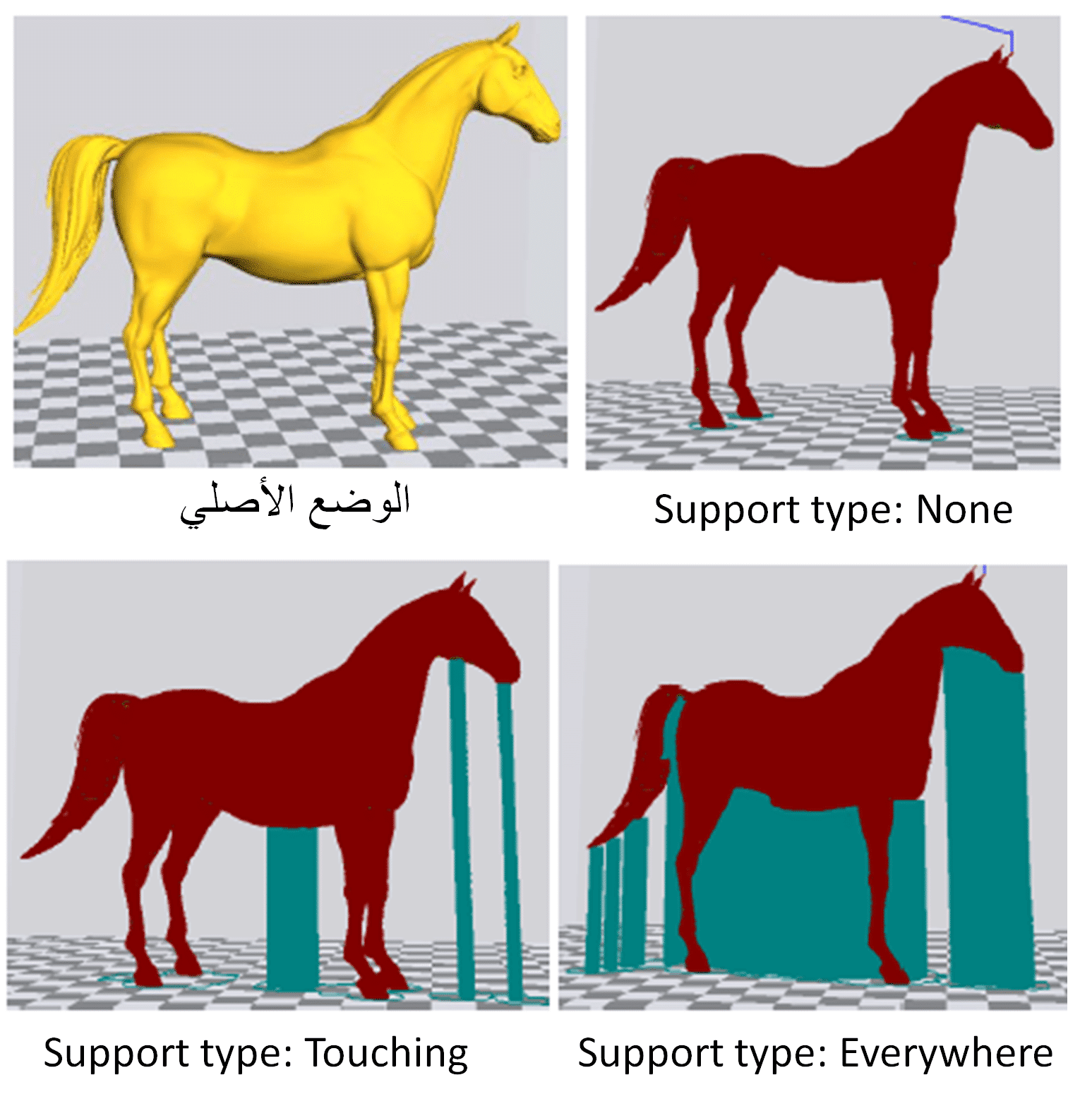
4- الدعم (Support ) :
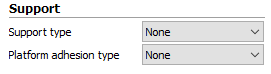
نوع الدعم (Support type): يتم دعم الهياكل المطبوعة تحت الطباعة لدعم الاجزاء التي من شألها أن تكون غير قابلة للطباعة . هناك إختياران ،هياكل الدعم التي تحتاج إلى لمس منصة البناء، أو هياكل الدعم التي يمكن أن تلمس الجزء العلوي من النموذج الخاص بك.
نوع التصاق المنصة (Platform adhesion type) : نوع التصاق المنصة عبارة عن إعداد لمساعدة المجسم للإلتصاق والثبات على منصة البناء. هناك اختيار raft فهو يضيف شبكة سميكة مع سقف بين النموذج ولوحة البناء. وهذا يمكن أن يكون مفيدا بشكل خاص عندما يكون السطح السفلي من النموذج ليس مسطح تماما أو لا يلتصق تماما بلوحة البناء. مع raft ستضمن التصاق النموذج بشكل أفضل على لوحة البناء.
ويوجد هناك اختيار آخر وهو Brim يضيف طبقة واحدة مسطحة حول قاعدة النموذج لمنعها من التحرك أثناء الطباعة. فهو سيجعل مساحة السطح السفلي أكبر، وهذا يعني أن المجسم سيلتصق بشكل أفضل .
5- إعداد الخيوط (Filament):
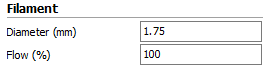
قطر الخيط (Filament diameter) : دقة قياس الخيوط الخاصة بك تعطي أفضل جودة للمطبوعات. قم باستخدام الفرجار الرقمي (القدمة ذات الورنية caliper) لقياس قطر الخيوط.
تدفق الخيوط (Filament flow) : تدفق الخيوط هو عامل تصحيح لجعل بثق الخيط أعلى أو أقل من المعتاد. تتطلب بعض الأنظمة أو المواد تصحيحا بجانب إعداد القطر المعتاد. وهذا التعديل يمكن استخدامه لهذا الغرض .
الإعدادات المتقدمة :
الإعدادات المتقدمة هي الإعدادات التي عادة ما تتغير مرة واحدة فقط.
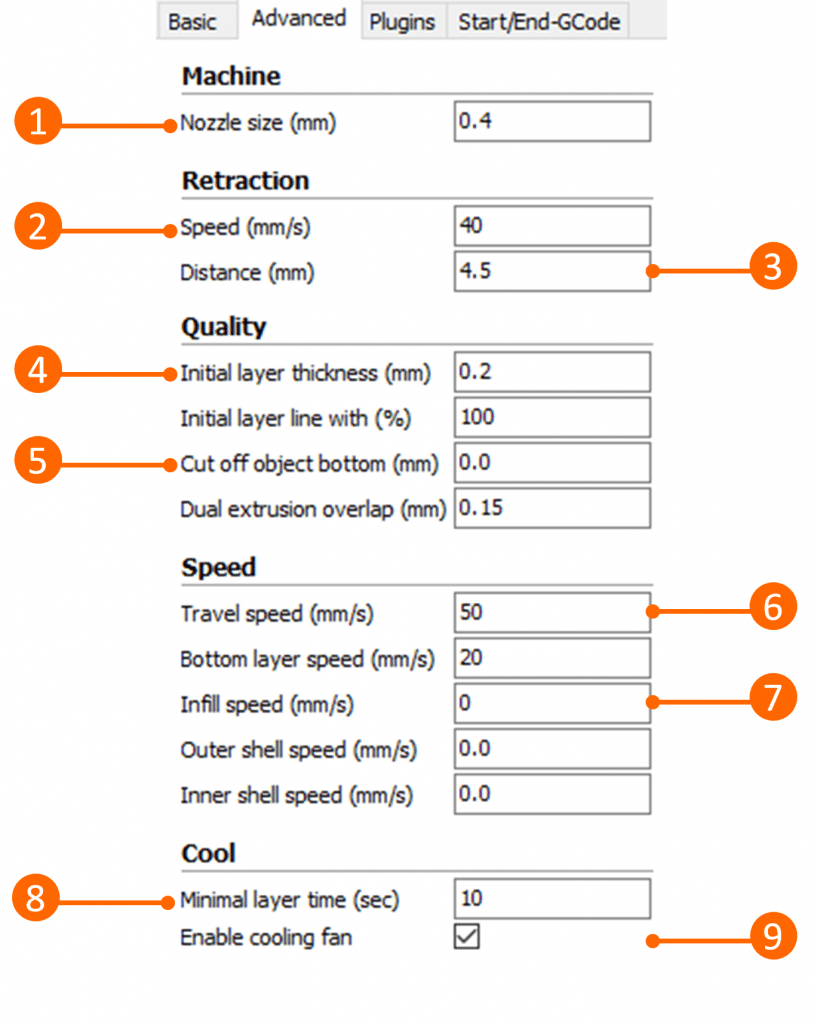
1- حجم الفوهة
2- سرعة السحب : هي سرعة سحب وتراجع المادة/ الخيط عندما تحتاج الطابعة إلى التحرك فوق الثقوب.
3- مسافة السحب : يتم سحب مقدار معين من الخيوط عند حدوث تراجع. 4.5mm تعطي نتائج جيدة مع أغلب طابعات Ultimakers و طابعات prusa ، مع خيوط PLA . قد تحتاج المواد الأخرى إلى إعدادات سحب مختلفة .
4- سمك الطبقة الأولى : بالعادة يتم تعيين الطبقة الأولى بسمك 0.3 أو 0.2 لتسهيل تماسك المجسم مع المنصة أثناء الطباعة.
5- Cut off bottom : قطع الجزء السفلي من النموذج، هذا الإعداد مناسب إذا كان المجسم الخاص بك ليس لديه الكثير من مناطق الاتصال مع منصة الطابعة.
6- Travel speed : وهي السرعة التي تتحرك بها الطابعة عند عدم الطباعة .
7- Infill speed : يتم تعيينها افتراضيا إلى صفر حيث سيتم استخدام نفس السرعة لجميع الأجزاء .
8- Minimal layer time : هو الحد الأدنى من الوقت الذي تنفقه على طباعه طبقة واحدة. إذا كان الطبقة تأخذ وقتا أقل للطباعة قم بتهيئة هذا الإعداد . وهذا يضمن أن الطبقة يتم تبريدها بما فيه الكفاية قبل أن يتم وضع الطبقة التالية عليها .
9- تفعيل مروحة التبريد (Enable cooling fan) : عادة ما يتم تفعيل مروحة التبريد فهي تحسن إلى حد كبير جودة الطباعة خصوصا مع مادة PLA. وبالنسبة لبعض المواد الأخرى قد لا تتطلب استخدام مروحة التبريد على الإطلاق فيتم عدم تفعيل هذا الإعداد.
Plugins:
عادة لا يمكن تغيير هذا الاخيار.
Start/end-gcode :
بداية ونهاية gcode هي بدء التشغيل وانهاء الإجراء للطباعة. عادة لا يمكن تغيير هذا الاخيار.


