
خيوط الطباعة ثلاثية الأبعاد هي الحبر الذي تستخدمة الطابعة ثلاثية الأبعاد وأهميتها لا يمكن الاستهانة بها عند السعي لتحقيق نتائج عالية الجودة. في هذا الدرس سنقوم بمشاركة بعض رؤينا حول الخيوط المستخدمة في الطباعة ثلاثية الابعاد.

المواد المستخدمة في عملية الطباعة :
قد قطعت المواد المتاحة للطباعة ثلاثية الأبعاد شوطا طويلا منذ الأيام الأولى لهذه التكنولوجيا. يوجد الآن مجموعة واسعة من أنواع المواد المختلفة، والتي يتم توفيرها في حالات مختلفة (مسحوق، خيوط، كريات، حبيبات، الراتنج وغيرها). الخيوط هي المادة التي يتم استخدامها في الأغلب من قبل الطابعات لإنشاء المجسمات. حيث تأتي في مجموعة متنوعة من الأحجام والأنواع والألوان، وهذا يتوقف إلى حد كبير على ما تريد إنشاءه. الخيوط مصنوعة من مجموعة متنوعة من المواد مثل البلاستيك، والنايلون، واللدائن.
حيث يجري الآن تطوير مواد محددة بوجة عام لمنصات محددة تقوم بتنفيذ تطبيقات مخصصة (مثال على ذلك في مجال قطاع الأسنان) مع خصائص مادية تتناسب بدقة مع التطبيق المستخدم لأجله.
كيفية إختيار المواد المناسبة :
انت بحاجة إلى معرفة أي المواد هي مناسبة للمنتج النهائي الخاص بك. من هناك يمكنك اختيار أي نوع من الطابعة التي يجب عليك شراءها. وعند شراء خيوط الطابعة ثلاثية الأبعاد انت بحاجة إلى أن تأخذ في الاعتبار الكثير من الميزات المختلفة للمواد. أقطارالخيوط تختلف حسب الطابعة المستخدمة، حيث أن الأقطار الأكثر شيوعا للخيوط المستخدمة هي 1.75 ملم و 3.00 ملم. تم تصميم كل نموذج للطابعات للعمل مع قطر واحد فقط لذا يجب الإطلاع على الوثائق الخاصة بالطابعة الخاصة بك.

خيوط الطباعة كانت تقتصر على ABS و PLA ، ولكن الآن هناك مجموعة من المواد المختلفة . فسنقوم بالتعرف على انواع الخيوط وخصائصها، وسيتم سرد نطاقات درجة الحرارة الأساسية، ولكن نضع في اعتبارنا ان درجات الحرارة الموصى بها تختلف حسب الفوهة والمنصة للطابعة المستخدمة. ومن المهم ان نعرف أنه ليس كل الطابعات يمكن أن تقبل كل المواد- البعض سوف تعمل مع نوع واحد فقط. فسنقوم بالتعرف على انواع الخيوط وخصائصها.
PLA :
PLA (حمض اللبنيك) واحدة من الأكثر شيوعا لخيوط الطباعة ثلاثية الأبعاد. وهي واحدة من المواد الموصى بها لكثير من الطابعات، لسبب وجيه- PLA هو مفيد في مجموعة واسعة من تطبيقات الطباعة، كونها على حد سواء عديمة الرائحة و منخفضة الاعوجاج، ولا تتطلب منصة ساخنه. خيوط PLA هي أيضا واحدة من أكثر مواد المتاحة للطابعة ثلاثية الأبعاد صديقة للبيئة، فهي مصنوعة من الموارد المتجددة سنويا (نشا الذرة) وتتطلب طاقة أقل للمعالجة بالمقارنة مع البلاستيك التقليدي (القائم على البترول). PLA هو متاح في العديد من الألوان ويمكن أن يكون شفاف او غير شفاف.
| درجة حرارة الفوهة | 235–185 درجة مئوية |
| درجة حرارة منصة البناء | 60°C |
| سطح الطباعة | الشريط الاصق الأزرق، شريط Kapton ، زجاج ساخن، قطع الفينيل |
خصائص خيط PLA :
– قوية، سهلة الاستعمال، تتميز بالمتانة،.
– مثالية للمنتجات الاستهلاكية، الألعاب الصغيرة.
– مرونة محدودة جدا، وهش قليلا.
– غير قابلة للذوبان.
– أقل قوى من ABS.
– لا يتطلب منصة ساخنة.
ABS :
ABS هو ثاني المواد الأكثر شعبية من خيوط الطباعة ثلاثية الأبعاد . وهو من اللدائن الحرارية الرخيصة، والدائمة، ومرنة قليلا، وخفيفة الوزن، حيث يتم بثقها بسهولة- مما يجعلها مثالية في الطباعة ثلاثية الأبعاد. يستخدم نفس هذا البلاستيك في مكعبات اليغو وخوذات الدراجات، والآلآت والمعدات الرياضية وأكثر من ذلك. وتأتي بمختلف الألوان.
هناك العديد من العيوم لاستخدام خيوط ABS، أولا، يتطلب درجة حرارة أعلى للوصول إلى نقطة الانصهار. وعلاوة على ذلك، فهو يتطلب منصة بناء ساخنة. وهذا يمنع الطبقة الأولى من الطباعة من التبريد بسرعة كبيرة جدا، وبالتالي فإن البلاستيك لا يتشوه ولا يتقلص قبل إكتمال المجسم.
عيب آخر لهذه الخيوط هو الأبخرة المكثفة التي تنشأ أثناء الطباعة. يمكن أن تكون خطرة على الناس الذين يعانون صعوبات في التنفس. الطابعة ثلاثية الابعاد يجب أن توضع في منطقة جيدة التهوية. ومن المهم جدا تجنب التنفس واستنشاق الابخرة عند الاستخدام .
| درجة حرارة الفوهة | 250-215 درجة مئوية |
| درجة حرارة منصة البناء | 115–90 درجة مئوية |
| سطح الطباعة | الشريط الاصق Kapton |
خصائص الخيط ABS :
– ما يميز هذا النوع هي المتانة العالية، قوة جيدة ومقاومة الصدمات.
– مثالية للأجزاء المتحركة، القطع الآلية وألعاب الأطفال.
– قابلة للذوبان بالأسيتون.
-لايعتبر آمنة للاستخدام مع المواد الغذائية.
– سهلة المعالجة بعد الطباعة.
nylon :
هو البوليمر الاصطناعية الشائعة المستخدمة في العديد من التطبيقات الصناعية. مع خيوط البلاستيك تكون التكلفة أقل، قوي، ومرن،ومقاوم للصدمات. فهي أقل هشاشة من PLA ، ABS، ولكن أقوى و اكثر دواما من الاثنين.
خيوط الطباعة ثلاثية الابعاد هذه يمكن استخدامها في مجموعة متنوعة من التطبيقات. وهي تشمل الحاويات، والأدوات، والمنتجات الاستهلاكية، والألعاب.
| درجة حرارة الفوهة | 260-235 درجة مئوية |
| درجة حرارة منصة البناء | 50-100 درجة مئوية |
| سطح الطباعة | ورق النايلون ، Garolite |
خصائص الخيط Nylon :
– المزايا الأساسية هي القوة العالية والمتانة والمرونة.
– مثالية للأجزاء الميكانيكية، الأجزاء الهيكيلية، التروس والمحامل، الأحمال الديناميكية.
– يمكن إعادة تدويرها.
HIPS :
تستخدم HIPS عادة في صناعة المواد الخاصة بالتغليف الغذائي. HIPS هي خيوط طباعة ثلاثية الأبعاد قابلة للتحلل ولها لون أبيض مشرق، وليس هناك أي آثار ضارة عند التعامل معها.
فهي شائعة جدا للاستخدام كمواد ثانوية في الطابعات مزدوجة البثق. فهي توفر الدعم الهيكلي للمجسمات المعقدة الذي يتم طباعته باستخدام ABS كمادة اساسية. وبمجرد اكتمال مهمة الطباعة، يمكن إذابة الخيوط باستخدام هيدروكربون سائل عديم اللون.
| درجة حرارة الفوهة | 220-235 درجة مئوية |
| درجة حرارة منصة البناء | 115°C |
| سطح الطباعة | الشريط الاصق Kapton |
خصائص الخيط HIPS :
– متانة عالية.
– مرونة منخفضة.
– قابلة للذوبان بمختلف المذيبات.
-لايعتبر آمنة للاستخدام مع المواد الغذائية.
مراقبة جودة الخيوط :
مع تطور ونمو سوق الخيوط للطابعة ثلاثية الأبعاد، أخذت مراقبة الجودة في التحسن، ولكن لا تزال هناك تناقضات في بعض الأحيان. أقطار الخيوط الشائعة هي 3 ملم و 1.75 ملم. ومع ذلك هذه هي الأقطار الاسمية، والقطر الفعلي قد يختلف. العديد من الخبراء تملك أداة القدمة ذات الورنية ((Vernier caliper لقياس القطر الفعلي لكل مصنع والتحقق من قطر الخيوط . إذا كان القطر يختلف عن تصميم قطر فوهة الطارد، فإن الطابعة ستتعطل أو يتم وقف الطارد.
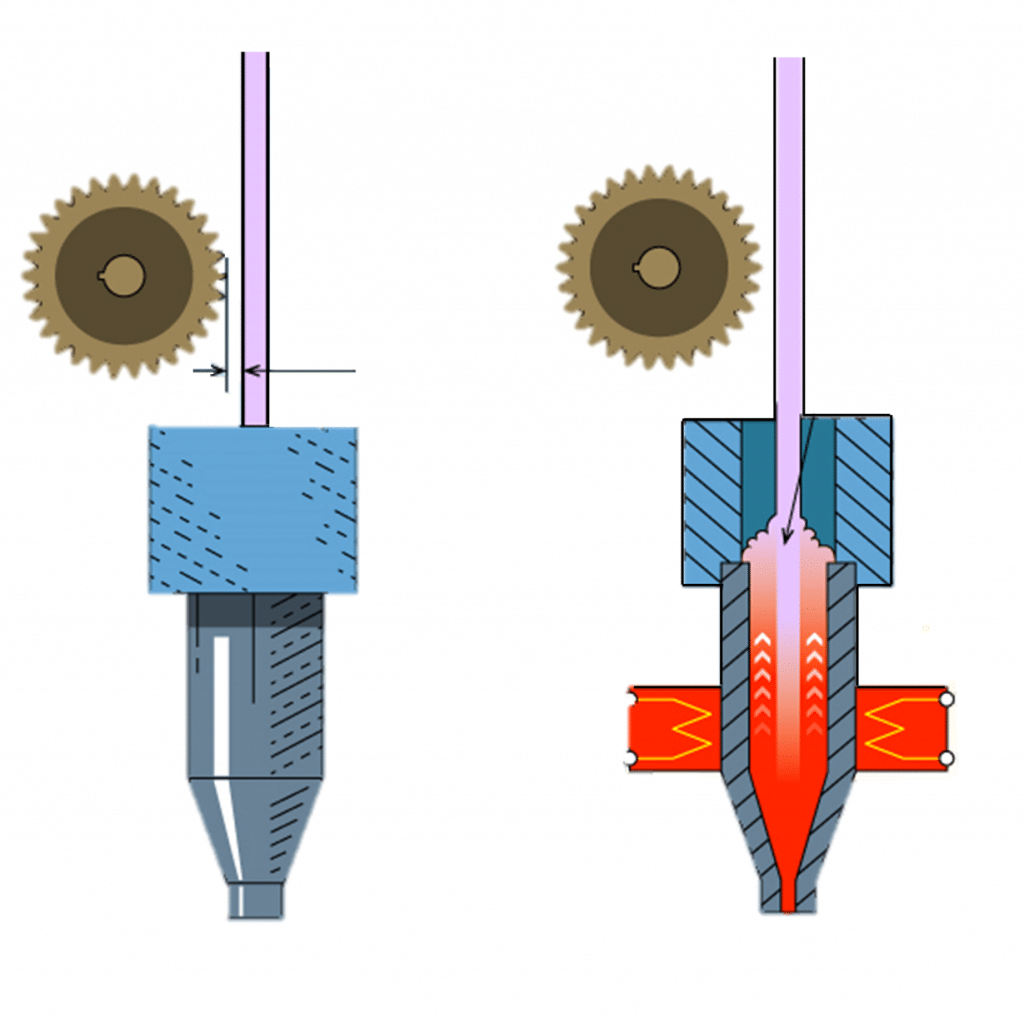
يقوم البرنامج المتحكم بالطابعة بحساب حجم البثق اعتمادًا على قطر الخيوط وقطر فوهة الطارد وكذلك سرعة البثق (الطرد) ويشار إليها باسم معدل التدفق (mm/s) تتحكم الطابعة ثلاثية الأبعاد في حجم البلاستيك الذي يتم دفعه من الفوهة عن طريق دوران عجلة الطارد ودفع طول معين من الخيوط أسفل النهاية الساخنه. إذا كان قطر الخيوط غير منتظم، فإن حجم البلاستيك المقذوف سوف يختلف ولا يمكن ضبط طول البثق من خلال البرنامج للتعويض عن هذا الاختلاف . مما يؤدي إلى القذف غير المتناسقة.
من الناحية المثالية، يجب أن تحافظ الخيوط على قطر ثابت على طول ملف الخيوط بأكمله لكن هناك دائما نسبة تفاوت بسبب عيوب صغيرة في عملية تصنيع الخيوط،. نسبة التفاوت في الخيوط تصف الاختلاف في القطر الموجود في الخيوط التي تستخدمها. على سبيل المثال، لدينا خيوط 1.75 ملم بنسبة تفاوت 0.05 ± ملم.
يمكن أن تنشأ مشاكل خطيرة بسبب أقطار الخيوط غير المتناسقة. مثال نموذجي هو فشل الطارد، في هذه الحالة يفشل الطارد في عملية ايصال البلاستييك أو المواد المستخدمة إلى النهاية الساخنة. ويتم حدوث ذلك إذا كان الخيط رقيق جدا بالنسبة لآلية شد الطارد، الأمر الذي يؤدي إلى حدوث الضغط الغير كاف للخيوط.
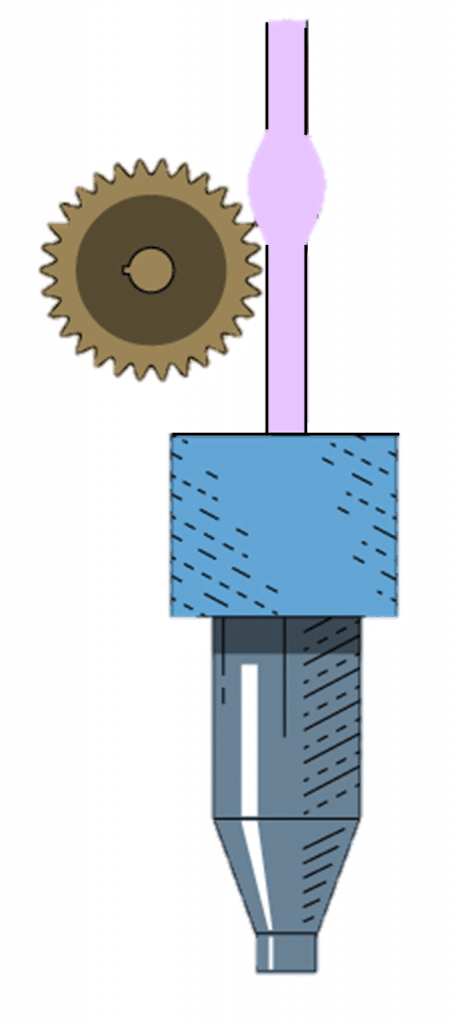
عندما يكون قطر الخيط فجأه واسع جدا، فلن يكون للمحرك الطارد القوة الكافية لدفعه عبره، كما يمكن ان لا يتناسب مع فتحة الطرف الساخن. وقد يمزق التروس الخاص بالطارد سطح البلاستيك بسبب زيادة القطر، مما يؤدي إلى تعطل الطارد.
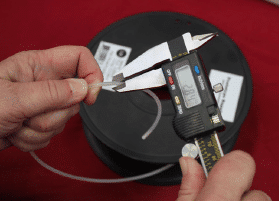
للتحقق من قطر الخيوط، قم باستخدام أداة القدمة ذات الورنية ((Vernier caliper، كما هو مبين بالصورة التالية، أو الميكرومتر لقياس القطر في عدة أماكن والتأكد من انه يلبي نسبة التفاوت المعلن عنها.
الخيوط سيئة الجودة تحتوي على فقاعات هواء، الأمر الذي سيؤدي إلى عدم انتظام جودة الطباعة. والأسوأ من ذلك، يمكن للجسيمات الملوثة التسبب في انسداد فوهة الطارد. عند ظهور مشاكل بالطارد/البثق أثناء عملية الطباعة، ينبغي أن يكون السبب هو قطر الخيوط الغير منتظم أو وجود ملوثات خيوط . تأكد من استخدام خيوط الطباعة ثلاثية الأبعاد المخصصة للطابعة، وليس شيئا يشبه ذلك .



